§ 2.1 Подшипники скольжения
Ремонт
В процессе работы у подшипников скольжения нарушается геометрическая форма трущихся поверхностей, появляются риски и задиры, расслаивается и выкрашивается баббитовый слой и т.д.
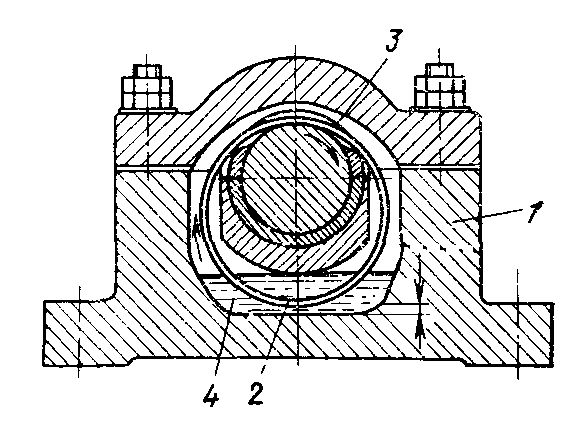
Рисунок – Подшипник скольжения
1 – корпус подшипника; 2 – маслоподающее кольцо;
3 – вырез в верхнем вкладыше; 4 – масло.
Когда износ трущихся поверхностей достигает предельно допустимой величины, вал и подшипник ремонтируют (вал шлифуют, а у подшипника восстанавливают правильную геометрическую форму).
Неразъемные (глухие) подшипники скольжения восстанавливают расточкой с последующей запрессовкой новой втулки.
Разъемные подшипники скольжения восстанавливают шабрением или перезаливкой вкладышей.
Если износ не большой, то выполняют шабрение. Шабровка осуществляется путем соскабливания неровностей с поверхности баббитовой заливки.

Рисунок – Крепление вкладыша подшипника к постели для шабрения
1 – прижим; 2 – постель; 3 – вкладыш
При значительном износе вкладышей или расслоении баббита их перезаливают.
Восстанавливая баббитовые вкладыши, необходимо удалить старый слой баббита. Для этого вкладыши подогревают до температуры 250 – 300 °С. Подогрев ведут с тыльной стороны вкладыша, чтобы уменьшить процесс межкристаллитной коррозии баббита. После удаления старого баббита внутреннюю поверхность вкладыша тщательно очищают механическим путем и протравливают в 10 –15 %-ном растворе серной или в 50%-ном растворе соляной кислоты, затем промывают теплой водой и обезжиривают 80%-ным раствором каустической соды с последующей промывкой и сушкой.
Для получения качественной заливки баббита поверхности вкладыша лудят чистым оловом или третником (70% свинца и 30% олова), в результате чего поверхность вкладыша должна иметь чистый блестящий вид.
После лужения вкладыши собирают в заливочной форме, подогревают до 200 – 250 °С и при строго определенной температуре заливают баббитом.
Заливку подшипников осуществляют вручную или центробежным способом в специальной форме.
При ручном способе возможна одновременная заливка двух половинок подшипника в сборе или каждой половинки отдельно. Перед заливкой вкладыш прогревается на стальном листе до температуры 180 – 200 °С. Расплавленный баббит, объем которого несколько больше объема заливки, перегревается на 25 – 50 °С выше температуры плавления и быстро заливается непрерывной струей. После заливки поверхность баббита протыкается нагретым докрасна стальным прутком для выхода газа.
При центробежной заливке оба вкладыша в сборе устанавливаются на специальных станках или приспособлениях. Заливка баббита ведется при вращении вкладышей. Центробежная заливка уменьшает газонаполнение слоя.
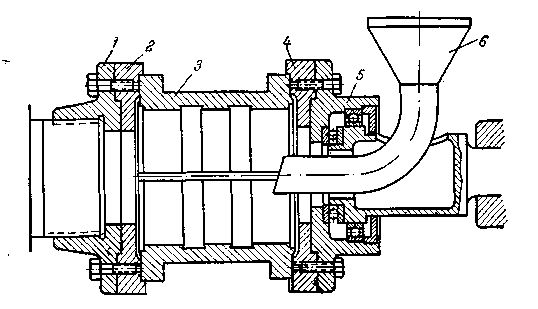
Рисунок – Приспособление для центробежной заливки вкладышей подшипников
1 – крепежная планшайба; 2 – торцевая крышка; 3 – вкладыш;
4 – задняя крышка; 5 – барабан; 6 – заливной бункер.
После остывания подшипники подвергаются контролю. Поверхность их должна иметь ровный серебристый цвет. Плотность сцепления баббита с поверхностью подшипника проверяют простукиванием молотком.
В залитых вкладышах фрезеруются смазочные канавки, сверлятся смазочные отверстия, затем осуществляется шабровка.
Монтаж
При монтаже подшипников скольжения решающее значение имеет установление нормального зазора между верхним и нижним вкладышами. От этого зависит степень затяжки подшипника. На плоскость разъема кладут свинцовую проволоку и затягивают подшипник до тех пор, пока не будет устранен люфт в сопряжении с валом при свободном проворачивании последнего. По толщине деформированной проволоки подбирают металлическую прокладку, окончательно устанавливаемую при сборке.